Wybór odpowiedniego ścierniwa zależy od materiału detalu oraz celu procesu śrutowania. Dla elementów ze stali węglowej lub odlewów najczęściej stosuje się ścierniwa stalowe. Elementy ze stali nierdzewnej należy śrutować ścierniwem ze stali nierdzewnej, podobnie jak elementy z metali nieżelaznych.
Proces śrutowania powinien opierać się na zasadzie „podobne do podobnego”, co oznacza, że ścierniwo powinno odpowiadać materiałowi detalu, aby uniknąć zanieczyszczenia powierzchni.
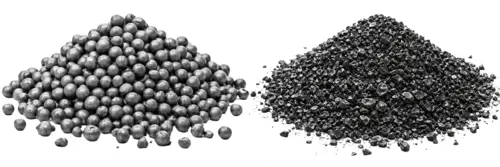
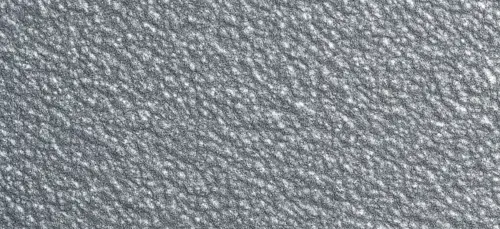
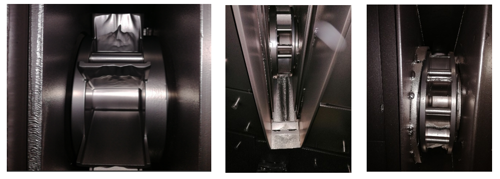
Śrut łamany ma ostre krawędzie, dlatego najlepiej sprawdza się przy usuwaniu rdzy, tlenków oraz silnych zanieczyszczeń. Jednak szybciej się zużywa i powoduje większe zużycie podzespołów maszyny. Powierzchnia po śrutowaniu śrutem łamanym jest bardziej chropowata, natomiast śrut kulisty daje gładsze, bardziej jednorodne wykończenie.
Większa frakcja ziarna oraz wyższa twardość ścierniwa zwiększają efektywność śrutowania, ale jednocześnie przyspieszają zużycie komponentów maszyny i podnoszą zużycie ścierniwa.
Z tego powodu często stosuje się mieszankę różnych frakcji lub połączenie śrutu łamanego i śrutu kulistego, aby uzyskać optymalną równowagę pomiędzy wydajnością śrutowania, jakością powierzchni, zużyciem ścierniwa oraz trwałością maszyny.