Firma specjalizująca się w dystrybucji materiałów metalurgicznych oraz usługach obróbki metali kontynuuje modernizację swojej produkcji poprzez nową inwestycję w technologię obróbki powierzchniowej.
Po udanej dostawie przelotowej śrutownicy z podwieszanym przenośnikiem VPP-800x2000 w 2019 roku, w tym roku zrealizowaliśmy również dostawę śrutownicy do rur PC-25/223.
Obie maszyny są częścią różnych procesów technologicznych przygotowania rur. W przypadku istniejącej maszyny VPP rury są najpierw cięte, następnie przygotowywane są przyłącza, po czym następują procesy śrutowania i malowania. Nowa śrutownica PC-25/223 umożliwia nowocześniejszy i znacznie bardziej zautomatyzowany przepływ produkcji. Rury są najpierw śrutowane, następnie system laserowy je przecina i spawa przyłącza, a na końcu następuje proces malowania.
Śrutownica VPP jest obecnie zainstalowana w hali produkcyjnej, natomiast w ramach rozbudowy i modernizacji produkcji planowane jest również jej przeniesienie do nowej lokalizacji.
Zautomatyzowany proces przygotowania rur
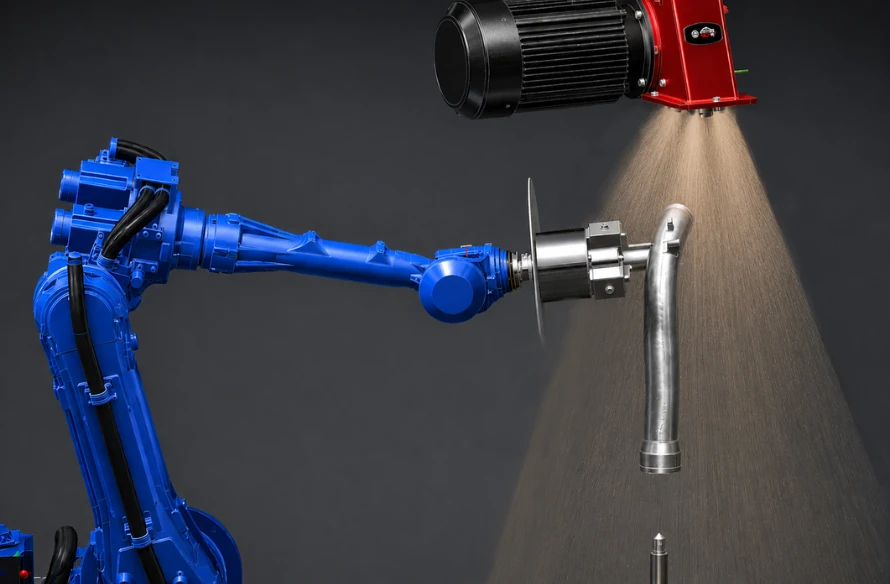
Śrutownica PC-25/223 przeznaczona jest do śrutowania zewnętrznych powierzchni rur oraz prętów o przekroju okrągłym. Cechą charakterystyczną maszyny jest wysoki stopień automatyzacji całego procesu, ponieważ oprócz samego śrutowania obejmuje ona również automatyczne podawanie, transport, obracanie i rozładunek rur.
Duży nacisk położono na manipulację materiałem przed i po śrutowaniu, co umożliwia ciągły przepływ produkcji oraz efektywne połączenie z kolejnymi procesami, takimi jak obróbka laserowa, spawanie i malowanie.
Maszyna umożliwia obróbkę rur o średnicach od 25 mm do 223 mm oraz maksymalnej długości 6200 mm. Wydajność systemu zależy od wymiarów i rodzaju obrabianych rur.
Przed śrutowaniem
Nieobrobione rury są ładowane za pomocą suwnicy lub wózka widłowego na urządzenie do automatycznego podawania rur z wiązek. Następnie rury są automatycznie rozdzielane i transportowane za pomocą przenośnika łańcuchowego do strefy wejściowej śrutownicy.
Urządzenie do podawania i rozdzielania rur umożliwia automatyczne ustawienie parametrów w zależności od wybranej średnicy rur oraz parametrów obróbki za pomocą receptur zapisanych w sterowniku PLC maszyny.
Przed wejściem do śrutownicy system dodatkowo sprawdza rzeczywistą średnicę rury i porównuje ją z wybraną recepturą. Zapobiega to przedostaniu się do procesu nieodpowiednich rur, co mogłoby spowodować dłuższe przestoje całej linii produkcyjnej.

Po śrutowaniu
Po zakończeniu procesu śrutowania pneumatyczny manipulator przenosi rury do systemu usuwania ścierniwa. Rury są pojedynczo ustawiane w pozycji pionowej, gdzie z ich wnętrza usuwane jest stalowe ścierniwo, które gromadzi się w rurach podczas procesu.
Usunięte ścierniwo jest transportowane z powrotem do śrutownicy za pomocą przenośnika ślimakowego i ponownie wykorzystywane w procesie. Po opróżnieniu rury są automatycznie przenoszone na przenośnik rolkowy kolejnej operacji produkcyjnej.

Czystsze i cichsze środowisko pracy
Maszyna została dodatkowo wyposażona w ochronę przeciwhałasową i przeciwpyłową na części wejściowej i wyjściowej. Zapobiega to wydostawaniu się pyłu do przestrzeni produkcyjnej oraz ogranicza możliwość gromadzenia się pyłu w kolejnych procesach, szczególnie podczas spawania i malowania rur.
Dodatkowa ochrona znacząco przyczynia się również do obniżenia poziomu hałasu oraz poprawy warunków pracy w produkcji.

Projekt stanowi ważny krok w kierunku większej automatyzacji produkcji, wyższej stabilności procesu oraz bardziej efektywnego połączenia poszczególnych operacji produkcyjnych w jednolity proces technologiczny.
Aby uzyskać dodatkowe informacje, skontaktuj się z nami: marketing@gostol-tst.eu.